您好!欢迎访问东莞市科美精密模具有限公司官方网站!

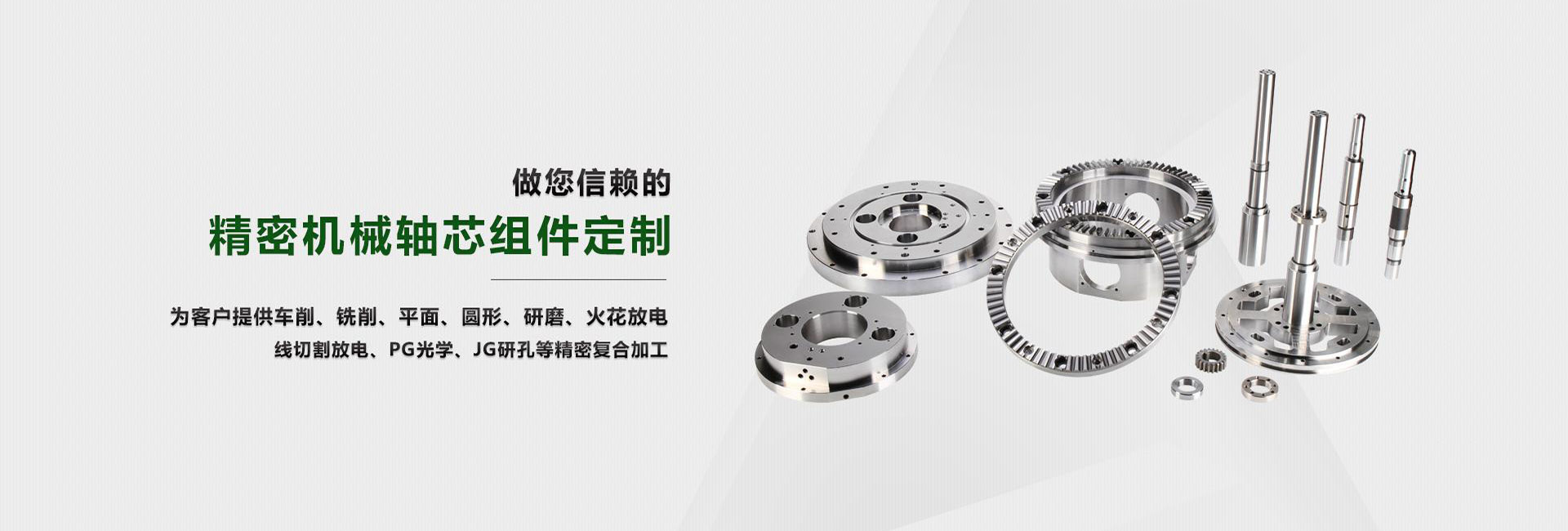
专注精密制造10载以上
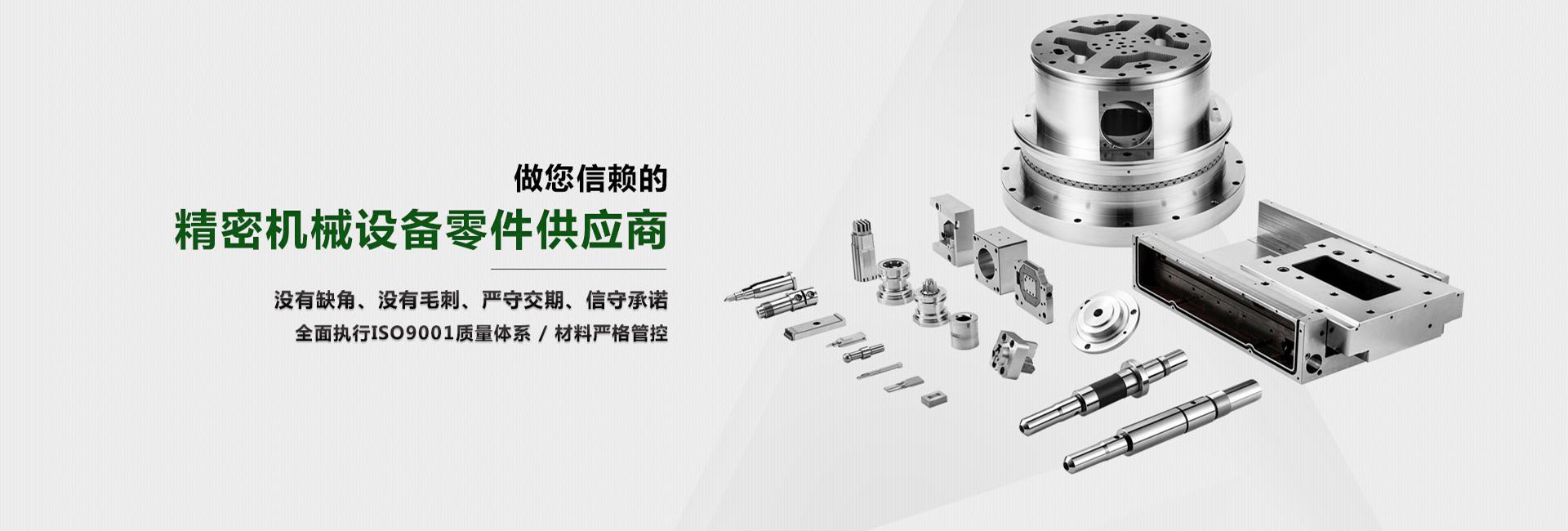
专业点胶阀喷嘴,撞针,精密机械零件加工厂家
专业点胶阀喷嘴,撞针,精密机械零件加工厂家
联系方式
137173586890769-81281629









选择我们的4个理由
专注加工生产为一体的生产厂家,精密五金件CNC加工及非标定制加工

01
工匠精神,精益求精
公司创始人从事精密机械加工20年以上,
拥有10多位从事精密机械加工20多年的技术师,
免费提供技术咨询和技术交换。
拥有10多位从事精密机械加工20多年的技术师,
免费提供技术咨询和技术交换。

02
客户至上,贴心服务
1年365天,1天24小时在线为您提供报价,咨询,
多品种小批量的对应体制,1个也能加工,
圆的,方的,异形的,都能解决。
多品种小批量的对应体制,1个也能加工,
圆的,方的,异形的,都能解决。

03
高效生产,快速交货
打样3~7天,批量7~10天可交货,
使用国内和国际知名物流 顺丰,DHL,UPS等,
省内客户,紧急情况开车送货。
使用国内和国际知名物流 顺丰,DHL,UPS等,
省内客户,紧急情况开车送货。
04
品质如生命,产品即人品
70%的新客户来源于老客户介绍,
在中国为你生产日本品质的精密机械加工件,
可对应中/日/英 多语言图纸。
在中国为你生产日本品质的精密机械加工件,
可对应中/日/英 多语言图纸。



关于我们
多年专注精密机械加工,提供日本,德国品质的产品
东莞市科美精密模具有限公司模具制造重镇-长安镇,主要设备有:万能精细内外圆磨、高速加工中心计、CNC车床、中/慢走丝线切割机、电火花成型机、精细平面磨床及微电脑高度仪、光学投影机、洛氏硬度计等高精检测设备。公司于2012年已获得ISO9001:2000国际质量体系认证。东莞市科美精密模具有限公司具有实力雄厚的技能研发部门,经过技能创新助推职业发展,经过用户反应不断提升产品质量,经过满意用户需求表现企业价值。首要包括:卡西欧表壳研磨机、表壳抛光设备、表壳安装非标设备、旋熔焊接机、热铆焊接机、汽车内饰件焊接机、医疗产品焊接机、塑料熔接机、热板焊接机、标准数控转塔冲床模具、五金模具等,咱们承诺与客户分享产品和技能,并依据客户需求供给切实的解决方案。咱们的设备和技能已广泛应用于:表壳、塑胶、钣金、电...
新闻资讯
传递前沿资讯 掌握行业动态
公司新闻 /
更多+
-
轿车模具主要的组成部分就是掩盖件模具。这类模具主要是冷冲模。广义上的“轿车模具”是制作轿车上一切零件的模具总称。例如,冲压模具、注塑模具、铸造模具、铸造蜡模、玻璃模具等。轿车车身上的的冲压件大体上分为掩盖件、梁架件和一般冲压件。能够显着表明轿车形象特征的冲压件是轿车掩盖件。因此,更加特指的轿车模具能...【详细】
-
轿车模具从狭义上讲就是bai冲制汽du车车身上一切冲压件的模具的总称,也就是“轿车车身冲压模具”,作用是制作轿车上一切零件的模具总称。例如,冲压模具、注塑模具、铸造模具、铸造蜡模、玻璃模具等。轿车车身上的的冲压件大体上分为掩盖件、梁架件和一般冲压件,可以显着表示轿车形象特征的冲压件是轿车掩盖件。因此更加特...【详细】
-
关于各种冲压件来说,拉延模是难处理的,因为材料会流动,其他类型的,也会处理一些,可是像高维冲压件,回弹问题有时很头疼,部落还没有看到哪里有现成的回弹计算公式,一般是依据经历,为。选用不同的材料和不同的r角进行补偿。当然,回弹的影响要素是恰当清楚的。关于模具的修复,依据必定的条件,依然能够找到有用的操控...【详细】
-
“互联网+”战略便是运用互联网的渠道、信息通讯技能,把互联网和各行各业结合起来,在新的领域创造一种新的生态。模具作为传统制作工业,一向是以传统的营销方法拓宽商场的。现在,跟着网络化的广泛,也逐步使作业找到了新的展开方向及商场拓宽力。“追求转型,力求立异服务,强化自身品牌特征已经成为国内越来越多的模具企...【详细】
-
车灯模具都是有对称的两个产品组成,一般都有倒扣,开模次序也有讲究。而在这么多车灯里面,大灯是难做的。下面咱们来看一下。车灯反光碗的一块快的曲面仍是透明罩上的一块块的曲面都是有用的,每一个曲面都是有方程的,而面和面之间的交线得保证,包含后期的抛光,要是抛光把交线给弄掉啦,那模具就完蛋啦,所以抛光是很关...【详细】
技术支持 /
更多+
-
目前国内电解铝工作能够用“2个添加、3个下降和4个特征”概括。现货人士宋乃春解说,产量和消费均在添加,出资、效益以及出口大幅下降,而“4个特征”为产能过剩、恶性竞争、融资困难以及退出不畅。 在传统观念中,电解铝一直被认为是高能耗、高污染工作,跟着技术发展,现在尽管现已脱离了高污染,但依旧是高能耗工...【详细】
-
跟着我国经济继续添加,我国模具作业以每年巨大的进出口总额被誉为全球模具制造大国。我国每年用近10亿美元进口模具,其间精细、大型、杂乱、长寿命模具占多数,跟着 对自主产品的扶持,将逐步减少进口,然后给国产品牌带来了新的展开时机。 跟着我国模具作业的不断展开,关于模具产品的需求与要求也在逐步前进...【详细】
-
我国的机器人专家从运用环境启航,将机器人分为两大类,即工业机器人和特种机器人。所谓工业机器人便是面向工业领域的多关节机械手或多自由度机器人。而特种机器人则是除工业机器人之外的、用于非制作业并服务于人类的各种先进机器人,包含:服务机器人、水下机器人、文娱机器人、军用机器人、农业机器人、机器人化机器等。...【详细】
-
据空调制冷大商场收购数据显现,未来15年内,国内冷链物流工作将迎来一个高速展开的新时代。 冷链让食物更营养 英格索兰(我国)出资有限公司亚太区副总裁余峰从食物安全和食物营养视点说明了冷链对食物的重要性。余峰举例说,上世纪50年代,日本国内每年因食物安全逝世的人数高达300人,而现在已经降到了个位数。究其...【详细】
-
我国机床东西工业协会在其近来主办的第九届我国数控机床博览会期间举办世界机床东西信息发布会表明,本年一季度我国机床东西消费商场仍未走出下行调整区间。 我国机床东西消费商场从2012年开始进入下行调整通道,至2015年下行调整的范围呈现全面扩展趋势。我国机床东西工业协会常务副理事长兼秘书长陈惠仁说,我国机...【详细】